
Всем привет!
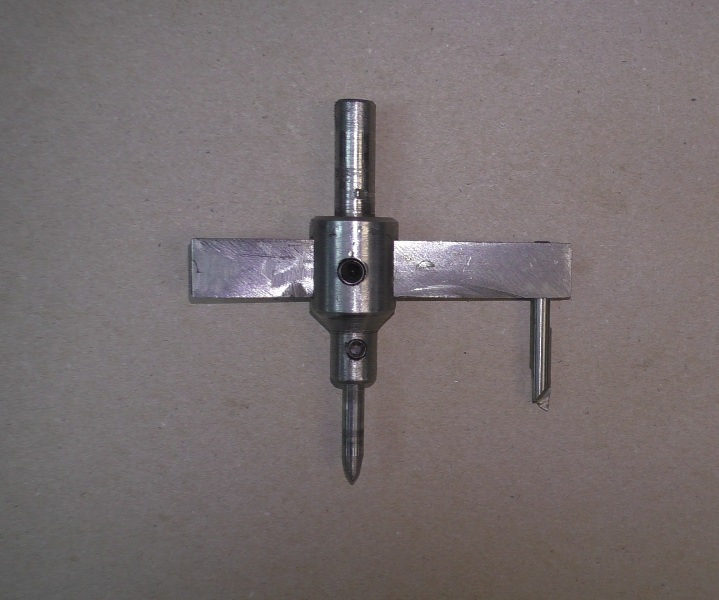
Недавно сделал «балеринку» по металлу из найденных в гараже железок – старого сломанного токарного резца, сломанного сверла на 6 мм, керна из гнутого клапана и болванки диаметром 26 мм. Выкладывал отчёт в сообществе «сделай сам» — вот ссылка.

Мне всё понравилось кроме того, что резец довольно быстро затупляется. Вот его заточка:
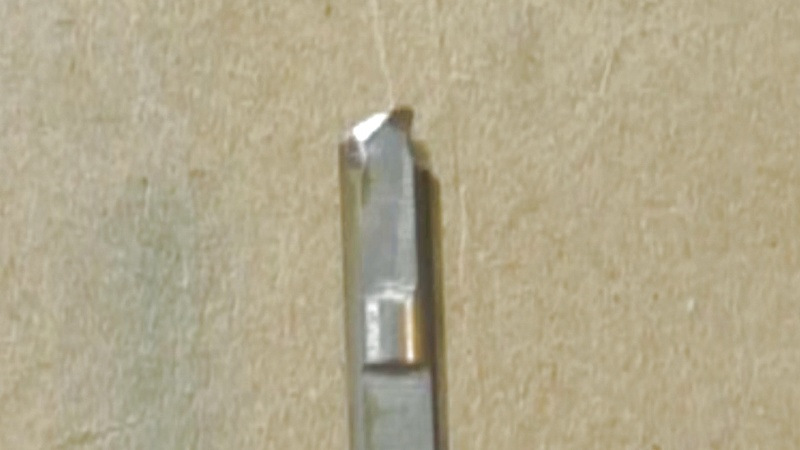
Тут два пути решения: первый – понизить обороты сверлильного станка и избежать перегрева резца, второй – улучшить износоустойчивость резца.
Первый путь требует покупки частотника – обороты и так выставлены на минимум.
Но пока лишних денег на частотник нет, и я выбрал второй путь – решил сделать новый резец с твердосплавной напайкой. Ну и потом сравнить оба резца…
Для державки нового резца я нашёл старый гнутый клапан от моего С8 (их ещё осталось 7 штук))) и отломанную твердосплавную пластину от отрезного резца. Пластинки можно и купить – рублей 50 за шт., но у меня была )).
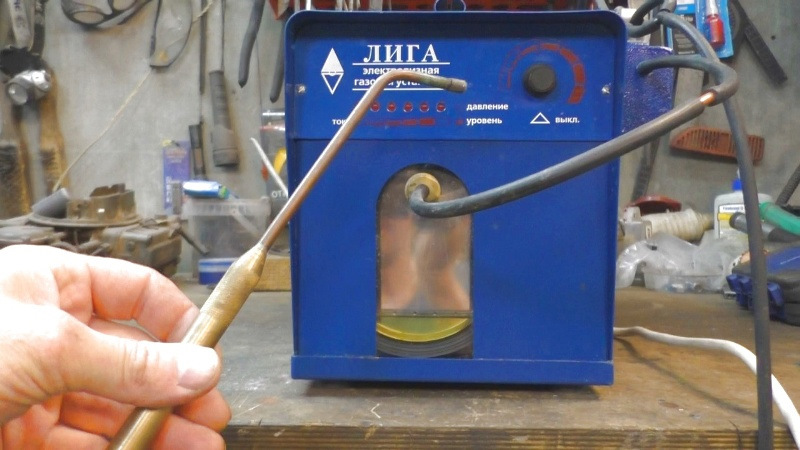
Паять решил с помощью электролизного газосварочного аппарата «Лига» — пару лет назад мне его презентовал хороший друг. И он стоял без дела, а тут вроде и к месту.
Поизучал вопрос по напайке пластин – больше всего понравился «рецепт» от Дядьки Максима (он есть на чипмейкере и в ютубе – прикольный чел)).
Для пайки он использует смесь буры (в качестве флюса) и латунных опилок. Сказано – сделано. Из какой-то старой сантехнической деталюшки наточил опилок, перемешал с бурой и начал паять.

Перед пайкой поверхность «протёр» напильником – поверхность после болгарки не подходит для пайки (так сказал Дядька Максим)).
Греем, сыпем получившийся порошок, опять греерем и вуаля.

Даём остыть и точим. Получился вот такой первый вариант (камера фокусируется только на фоне рук, сорри):

Пробовал сверлить, но скорость резания намного меньше, чем у резца из сверла.
Попробовал ещё несколько разных способов заточки. Вот самый прогрессивный:


Но и он меня разочаровал. Лучше предыдущих, но всё равно сверлит медленно и печально… Что странно, профиль заточки идентичен, ширина кромки даже меньше, и он реально острый.
В общем, во время очередной попытки я психанул и придавил резец посильнее. Сами понимаете, что получилось )). Он вгрызся в металл, станок заклинило, резец погнуло…

Резец я выпрямил. Самое интересное, что моя напайка всё это выдержала – припаялась хорошо. И она не затупилась. Но резала-то она неважно…
В общем, вопрос: кто знает, почему резец из сверла, из быстрорежущей стали (про название не говорить)) режет реально быстрее твердосплава и что с этим делать? Как заставить твердосплав хорошо резать?
Кстати, в комментариях под видео мастера из Украины, которые занимаются изготовлением подобных балеринок, тоже написали, что у них быстрорез выигрывает… Что не так?
Вот небольшое видео с демонстрацией заточки и работы резца из сверла, снятое «одним кадром», а также изготовление и испытания нового резца с твердосплавной напайкой:
В общем, если кто знает секрет — делимся, не стесняемся ))
Всем спасибо за внимание и удачи!
Комментарии 23
Почитал и от себя добавлю пару слов. Твердосплав хорошо переносит силовые нагрузки ( видел резцы на токарном ? Они огромные с небольшими напайками). Быстрорез хорошо держит высокие обороты и перегревы. А с того что я вижу то твоя балеринка слегка не доработана. Ее плитку хорошо резать а на метал нужно 2резца с разных сторон — один с заточкой наружу другой внутрь. Как пила точиться ;-) так ты разгрузеш 1 резец и ускориш резку.
насчет высоких оборотов и перегрева по быстрорезу не согласен, твердосплав лучше это переносит.
осталось дело за малым-задуматься о покупке фрезера)) Там и скорости любые и подачи и т.п.)))
Да, фрезер это хорошо.
Mitya-Bryansk
осталось дело за малым-задуматься о покупке фрезера)) Там и скорости любые и подачи и т.п.)))
такой метале как на фото резать то идеально это плазморез. Быстрее и расходников меньше, места меньше занимает. У знакомого такая вещь. Там ток одно но — он режит чистый метал без грязи и ржавчины.
У вас ударная нагрузка на резец, твёрдый сплав будет скалываться. Плюс по центру режущая кромка должна быть выставлена.И на чашке алмазной надо затачивать, затыловывать больше надо, на видео видно по резцу что трёт.
Чтобы с пайкой не возиться хорошо подходят обломки фрез твердосплавных. Я бы укоротил вылет резца раза в 2 для начала.
Спасибо, попробую.
всегда балеринки делались с быстрорежущими резцами, т.к. править твердостплав "на коленке" то еще удовольствие. Есть нужно приколхозить именно тверосплав, то заточка нужна нормальная.
Просто нужно подобрать оригинальную пластинку под режимы резания и материал, и будет счастье. Каталогов по пластинкам в общем доступе полно. Главное, не брать подделки. Если Китай, то желательно заводской, типа ZCC.
Да, и ещё, возможно, что нужно подачу побольше под эту пластинку. Но, как я понял, тут сдается движок — не тянет
Фреза тоже сдалась — она погнулась )). Врезалась прямо круто ))
А вот это произошло, скорее всего, из-за того, что это сверлилка а не фрезер. Вы подачу увеличили, пластинка вгрызлась в металл и потянула себя глубже.
Похоже на то. Ну нет у меня фрезера )). Скорее всего, нужен минимальный угол на нижней поверхности (под рабочей), чтобы не давать глубоко вгрызаться. А быстрорез-то режет…
Угол сделать более острым, канавку увеличить радиус . Доводку делать на алмазе . Скорее всего угол маленький он не дает врезатся, у вас токарный стоит пробуйте на нем заточку сделать как у отрезного резца, думаю будет резать на токарном значит и на балеринке будет нормально
Я и пробовал по аналогии с отрезным резцом. Канавку больше не сделать — пластинка тоненькая.
У быстрореза кромка реза острая и ровная, у твердосплава крошиться, посмотри при хорошем увеличении.
Ну я примерно так и представлял, но думал что это проблемы моей заточки.
Стоит ли? Мда… С дуру и не такое сделать
Да, дури-то у меня хватает ))
реклама лиги сработала
захотелось купить себе подобный
Полезная штуковина ))
А если взять быстрорез именитого производителя? Сделать державку под него. Конечно цена будет выше но результат точно будет хороший.
Не факт. Ещё надо понизить обороты. Но вместе это, похоже, самый правильный вариант.
Я часто сверлю карбидовыми свёрлами, ну и обычными. Карбидовыми, т.е. твердосплавными высверливаю в основном сломанные экстракторы в винтах, которые обычные свёрла не берут, высверливаю всегда на больших оборотах, т.к. карбид не боится нагрева, давлю не сильно, стружка всё равно мелкая. Если этим сверлом сверлить обычный металл, то оно моментально вгрызается и ломается. По мне, так вам лучше уйти от быстрореза, либо большие обороты и небольшое давление!